Вы можете осмотреть и протестировать в работе оборудование.
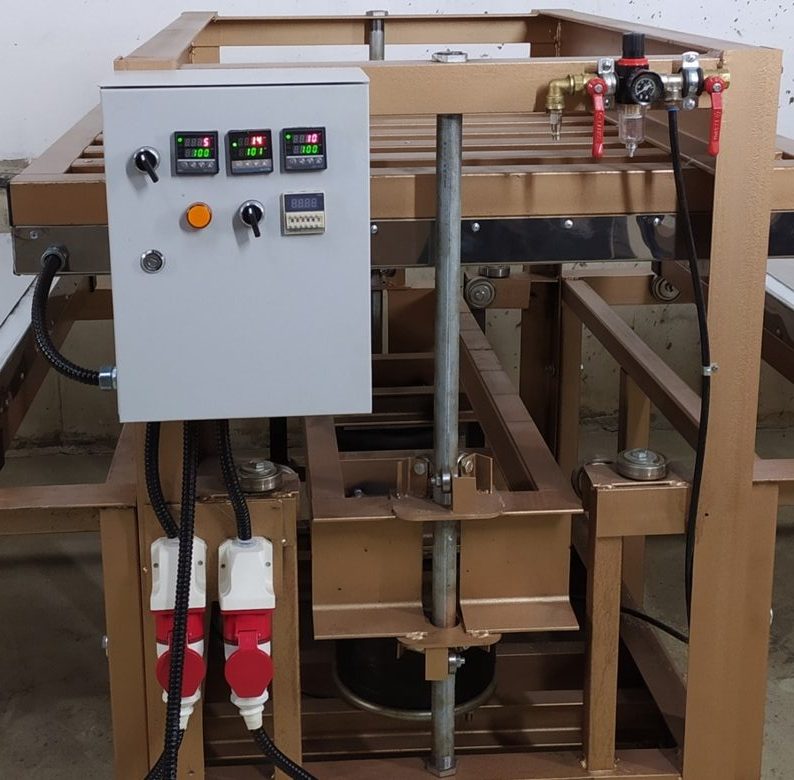
В наличии для тестов горячий пресс 16 тонн, 160 град. Миксер, весы.
Вы привозите свою резину, клей, рабочих и проверяете оборудование в работе. Мы оказываем необходимые консультации по эксплуатции термо пресса для резиновой плитки.